



Surface preparation
Surface preparation is the essential first stage treatment of a steel substrate before the application of any coating, and is generally accepted as being the most important factor affecting the total success of a corrosion protection system.
The performance of a coating is significantly influenced by its ability to adhere properly to the substrate material. Residual millscale on steel surfaces is an unsatisfactory base to apply modern, high performance protective coatings and is therefore removed by abrasive blast cleaning. Other surface contaminants on the rolled steel surface, such as oil and grease are also undesirable and must be removed before the blast cleaning process.
The surface preparation process not only cleans the steel, but also introduces a suitable profile to receive the protective coating.

Automatic blast cleaning
Manual blast cleaning


[top]Initial surface condition
Structural steel elements in new structures are usually either hot rolled sections or fabricated plate girders. The initial steel surfaces normally comply with rust grades A or B according to BS EN ISO 8501-1[1]. Material that is pitted, i.e. rust grades C or D, should be avoided if possible, since it is difficult to clean all the corrosion products from the pits during surface preparation. Descriptions of rust grades A to D are as follows
A - Steel surface largely covered with adhering mill scale, but little if any rust
B - Steel surface which has begun to rust and from which mill scale has begun to flake
C - Steel surface on which the mill scale has rusted away or from which it can be scraped, but with slight pitting under normal vision
D - Steel surface on which the mill scale has rusted away and on which general pitting is visible under normal vision

Examples of rust grades

Hot rolled sections with millscale (Grade B)


[top]Methods of preparation and grades of cleanliness
Various methods and grades of cleanliness are presented in BS EN ISO 8501-1[1]. This standard essentially refers to the surface appearance of the steel after hand cleaning, power tool cleaning, abrasive blast cleaning or flame cleaning and gives descriptions with pictorial references of the grades of cleanliness.
[top]Hand and power tool cleaning
Surface cleaning by hand tools such as scrapers and wire brushes is relatively ineffective in removing mill scale or adherent rust. Power tools offer a slight improvement over manual methods and these methods can be approximately 30% to 50% effective but are not usually utilised for new steelwork fabrications. Where it is not possible to clean by abrasive blasting, hand and power tool methods may be the only acceptable alternative methods.
Modern power tooling has been developed not only to achieve a good standard of surface cleanliness and profile but also to provide near total containment of all dust and debris generated. New equipment is now available to use percussive reciprocating needles, rotary abrasive coated flaps and right-angle grinders, all within a vacuum shroud to enable on-site surface preparation to be environmentally acceptable.
The surface preparation by hand and power tools is covered by BS EN ISO 8504-3[2], and the standard grades of cleanliness in accordance with BS EN ISO 8501-1[1] are:
- St. 2: Thorough hand and power tool cleaning
- St. 3: Very thorough hand and power tool cleaning

Hand wire brush
(Image courtesy of Corrodere/MPI)
Rotary wire_brush
(Image courtesy of Corrodere/MPI)
Rotary grinder
(Image courtesy of Corrodere/MPI)
Needle gun
(Image courtesy of Corrodere/MPI)




[top]Abrasive blast cleaning


By far the most significant and important method used for the thorough cleaning of mill-scaled and rusted surfaces is abrasive blast cleaning. This method involves mechanical cleaning by the continuous impact of abrasive particles at high velocities on to the steel surface either in a jet stream of compressed air or by centrifugal impellers. The latter method requires large stationary equipment fitted with radial bladed wheels onto which the abrasive is fed. As the wheels revolve at high speed, the abrasive is thrown onto the steel surface, the force of impact being determined by the size of the wheels and their radial velocity. Modern facilities of this type use several wheels, typically 4 to 8, configured to treat all the surfaces of the steel being cleaned. The abrasives are recycled with separator screens to remove fine particles. This process can be 100% efficient in the removal of mill scale and rust.
The standard grades of cleanliness for abrasive blast cleaning in accordance with BS EN ISO 8501-1[1] are:
- Sa 1 – Light blast cleaning
- Sa 2 – Thorough blast cleaning
- Sa 2½ – Very thorough blast cleaning
- Sa 3 – Blast cleaning to visually clean steel
Specifications for bridge steelwork usually require either Sa 2½ or Sa 3 grades.
The cleaned surfaces should be compared with the appropriate reference photograph in the standard according to the specification.
A very wide range of abrasives is available. These can be non-metallic (metal slags, aluminium oxide, etc) and metallic (steel shot or grit, etc)
The particle size of the abrasive is also an important factor affecting the rate and efficiency of cleaning. In general terms, fine grades are efficient in cleaning relatively new steelwork, whereas coarse grades may be required for heavily corroded surfaces. The removal of rust from pitted steel is more easily effected by fine grades and, depending upon the condition of the steel surface, a mixture of grades may be required initially to break down and remove mill scale and clean in pitted areas.
Manual blast cleaning
(Video courtesy of Corrodere/MPI)
[top]Flame cleaning
This method uses an oxy/gas flame that is passed over the steel surface. The sudden heating causes rust scales to flake off as a result of differential expansion between the scales and the steel surface. All loose rust can then be removed by scraping and wire brushing followed by dust removal. Flame cleaning is not an economic method and may damage coatings on the reverse side of the surface being treated. Also the technique is not very effective in removing all rust from steel, so it is rarely used.
[top]Acid pickling
This process involves immersing the steel in a bath of suitable inhibited acids that dissolve or remove the millscale and rust but do not appreciably attack the exposed steel surface. The cleaning can be 100% effective. Acid picking is normally only used for structural steel intended for hot-dip galvanizing.
[top]Removal of soluble iron corrosion products
Depending upon the condition of the steelwork prior to blast cleaning, there may be surface contaminants present other than mill scale and rust. Initial steel surface conditions of Grades A to C are unlikely to be affected, however Grade D condition (steelwork that is pitted) could contain contaminants within the pits that may not be removed by the dry blast cleaning process. The testing for soluble iron corrosion products is not usually required for new steelwork but is sometimes carried out on steelwork which has been stored in an external environment for long periods of time and on existing structures undergoing maintenance treatments.
[top]Wet abrasive blast cleaning


The introduction of water into an abrasive blast stream contributes to the reduction of the dust hazard, particularly when removing old lead based paints and water-soluble contaminants. Several methods of using water with abrasives have been developed. Conventional wet abrasive blast cleaning uses the same pressures as for conventional dry blasting and similar equipment. The water is usually introduced immediately behind the nozzle so that it is atomised and accelerated through the nozzle orifice along with the air and abrasive. Water can also be introduced in controlled amounts at the base of the blast pot and is then mixed with the air and abrasive as it passes along the blast hose.
A low pressure system exists in which water is injected into the air stream which then shrouds the air/abrasive mixture and prevents dust escaping during the blasting operation. The air/water pressure at the nozzle is relatively low; up to 7.0kgF/cm2 (100lbF/in2). Because of the low water to air ratio of the system, fine particulates of abrasive can remain on the steel surface and need to be removed by water washing. This method can produce a high visual standard of cleaning and is effective in removing a high proportion of soluble salts.
Some wet abrasive processes use inhibitors in the water to prevent rusting of the cleaned surface. It is important to establish whether any remaining traces of such inhibitors will be compatible with the paint coating to be applied subsequently. Generally, where inhibitors are not used, any surface rusting after wet abrasive blasting is usually removed by final light dry blast cleaning.
[top]Ultra-high pressure water jetting


Ultra-high pressure water jetting over 1,700 bar (25,000psi) is gaining in popularity, partly because of its ability to remove high percentages of soluble salts from the steel surface. It has the advantage of not generating spent abrasive and not incurring the cost of abrasive disposal. Also, at the higher pressures, lower volumes of water are used, and this makes disposal costs lower than with traditional water blasting methods. Ultra-high pressure water jetting leaves a warm surface from which traces of residual water quickly dry, but does not generate sufficient heat to cause thermal stress in the steel surface.
The removal of a high proportion of soluble salts from the steel surface is seen to be the major advantage of ultra-high pressure water jetting. Rust and coatings are sheared and lifted from the surface relatively easily compared with other blasting methods. Soluble salts are removed more effectively because the steel profile generally remains unchanged.
Injecting small amounts of abrasive into the water stream can induce a rougher surface profile but can also increase operating costs. The surface preparation by Ultra-high pressure water jetting is covered by BS EN ISO 8501-4[3].
Ultra-high pressure water jetting is an extremely versatile and effective method of removing paint and metal coatings, soluble salts and other contaminants from steel surfaces. It is environmentally friendly and, although at present it is costly compared with traditional blast cleaning methods, it is considered to be an emerging technology which will, in the near future, rival and possibly replace traditional open abrasive blast cleaning methods.
UHP water jetting
(Video courtesy of Corrodere/MPI)
[top]Surface profile and amplitude
The type and size of the abrasive used in blast cleaning have a significant effect on the profile and amplitude produced. In addition to the degree of cleanliness, surface preparation specifications should also consider ‘roughness’ relative to the coating to be applied. High build paint coatings and thermally sprayed metal coatings need a coarse angular surface profile to provide a mechanical key. This is achieved by using grit abrasives. Shot abrasives are used for thin film paint coatings such as pre-fabrication primers.
The difference between shot and grit abrasives and the corresponding surface profiles produced is illustrated below in the three-dimensional diagrams obtained from noncontact surface characterisation equipment.
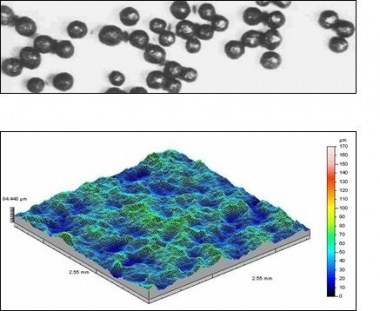
Shot abrasives
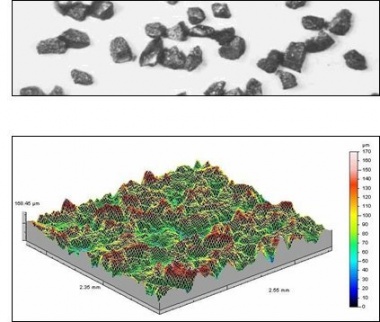
Grit abrasives


The surface treatment specification should describe the surface roughness required, usually as an indication of the average amplitude achieved by the blast cleaning process. Several methods have been developed to measure or assess the distance between the peaks and troughs of blast cleaned surfaces. These have included comparator panels, special dial gauges, replica tapes and traversing stylus equipment. Usually, comparators or replica tapes are used, and the relevant standards are BS EN ISO 8503-1[4] and BS EN ISO 8503-5[5] respectively.

Surface profile comparators

Replica tape method


[top]Surface dust
The blast cleaning operation produces large quantities of dust and debris that must be removed from the abraded surface. Automatic plants are usually equipped with mechanical brushes and air blowers. Other methods can utilise sweeping and vacuum cleaning. However, the effectiveness of these cleaning operations may not be readily visible, and the presence of fine residual dust particles that could interfere with coating adhesion can be checked for using a pressure sensitive tape pressed onto the blast cleaned surface. The tape, along with any dust adhering to it, is then placed on a white background and compared to a pictorial rating. This method is described in BS EN ISO 8502-3[6]. Although the standard provides a method of checking for dust, there are no recommendations for acceptable levels.
[top]Surface condition immediately before coating
After the preparation of the surface to an acceptable standard of cleanliness and profile, it is important that the steelwork is not allowed to deteriorate. Re-rusting can occur very quickly in a damp environment and unless the steel is maintained in a dry condition coating of the surface should proceed as soon as possible. Any re-rusting of the surface should be considered as a contaminant and be removed by re-blasting.
[top]Additional surface treatments
After abrasive blast cleaning, it is possible to examine for surface imperfections and surface alterations caused during fabrication processes, e.g. welding. Certain surface imperfections introduced during the original processing of the steel may not be detrimental to the performance of a coating in service, particularly for structures in relatively low risk environment categories. However, depending upon the specific requirements of the structure, it may be necessary to remove general surface imperfections on welds and cut edges to produce an acceptable surface condition for painting.
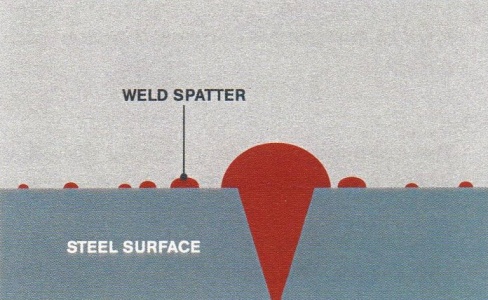
Weldments on fabricated structural steelwork represent a relatively small but important part of the structure and can produce variable surface profile and uneven surfaces or sharp projections that can cause premature failure of the coating. Although welded areas are inspected, the requirements for weld quality do not usually consider the requirements for coating. Welds must be continuous and free from pinholes, sharp projections and excessive undercutting. Weld spatter and residual slags should also be removed.
- Examples of surface imperfections produced during welding (Images courtesy of Corrodere / MPI)
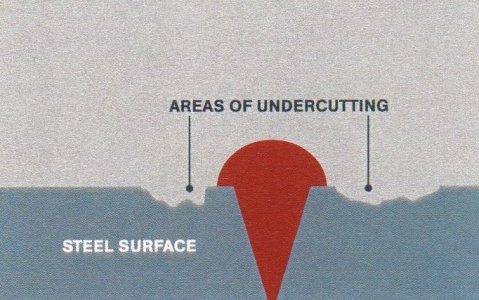
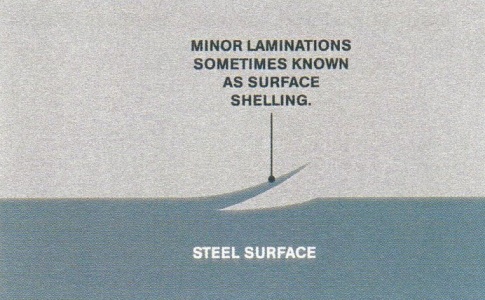



BS EN ISO 8501-3:2006[7] describes preparation grades of welds, cut edges and other areas, on steel surfaces with imperfections to make the steel surfaces suitable for the application of coatings. Three preparation grades are described, with illustrated examples of relevant imperfections, as:
- P1- Light Preparation
- P2 - Thorough Preparation
- P3 - Very Thorough Preparation
The selected preparation grade is correlated with the environment corrosivity category (C1 to C5 as described in BS EN ISO 12944 Part 2[8]) as appropriate for the structure.
Sawn and flame-cut ends and edges need treatment to ensure that the coating adheres and is of sufficient thickness.

At outside arrises (i.e. the meeting between two surfaces) there is a potential problem when there is a sharp (i.e. 90°) edge, because the fluid coating will not cover it properly (see right). Consequently, they should be smoothed by grinding or filing. It is generally considered sufficient to smooth the corner to a radius of about 2mm; chamfering to 45° is also effective, but it is difficult to avoid leaving some sharp edges when attempting this with hand tools. It can be argued that with modern high-build coatings and the use of stripe coats (an extra coat applied only locally), smoothing to a 1mm radius is adequate. Network Rail specifies a minimum radius of 3mm and this is considered by some steelwork contractors to be an onerous requirement.
In addition to the requirement for smoothing arrises, the National Highways’ Specification for Highway Works[9], specifies the application of one or more stripe coats for all external corners (and for welds and fasteners, for a similar reason).
The corners of rolled sections generally do not require grinding, as they are usually smooth as a result of the rolling process.
For the treatment of flame-cut surfaces, which are harder than the rolled surface, refer to Steel Bridge Group Guidance Note GN 5.06.
[top]Site painting considerations
[top]Site connections and splices
Girder splices and connection details are often not given full protection in the shop, leaving the connection zones to be made good on site. A frequent consequence is that these zones are the least well prepared and protected, and are the first to show signs of breakdown. Hence, it is important to pay special attention to the corrosion protection of these areas.
[top]Welded connections
At welded connections, the key factors in ensuring the effectiveness of the coating system are the effectiveness of the protection before final coating. The areas local to welds are usually masked, to prevent them being coated. The masking stays in place until the joint is welded; this is not an ideal form of protection if there is prolonged exposure before welding.
After welding, it is essential that the joint surfaces, including the weld itself, are prepared to the specified standard of cleanliness and profile. Because of the contamination that occurs from the welding flux, particular attention needs to be paid to cleaning off all residues.
The surfaces of welds themselves should not need any grinding if they comply with the requirements of BS EN 1011: Part 2[10] for smoothness and blending into the parent metal. However, rough profiles, badly formed start-stops, sharp undercut and other defects such as adherent weld spatter should be removed by careful grinding. Particular attention needs to be paid to the blast cleaned profile because weld metal is harder and site blast cleaning is more difficult than shop blasting.
[top]Bolted connections
Preloaded bolted connections merit particular consideration, both of the surfaces that will remain exposed and of those that will not (e.g. the faying surfaces). The friction surfaces are usually either unpainted or metal sprayed without sealer. Hence, they need to be protected (usually by masking tape) until the parts are finally bolted together.
Attention should be paid to the removal of any adhesive used on the protective films for the faying surfaces, and to the removal of any lubricants used on the threads of bolts. Care should also be taken to avoid contamination of surfaces during bolting up. For example, older air-power wrenches tend to produce a fine oily or misty exhaust which may settle on the surface.
[top]Surfaces in contact with concrete
Surfaces in contact with concrete are usually, with the exception of a marginal strip at the edges of the interface, blast cleaned bare steel. The marginal strip should be treated as an external surface, except that only the shop coats need be applied. The width of the marginal strip should ideally be at least equal to the required cover to the reinforcement, for the same exposure condition. A width of 50mm is common. Any aluminium metal spray on surfaces in contact with concrete needs to receive at least one coat of paint to prevent the reaction that may occur between concrete and aluminium. It is recommended that any shear connectors on composite beams are positioned such that they (and their welds) do not lie within the marginal strip; they should also be protected against overspray of the coating.
[top]Damage during handling
During handling, turning and assembly, damage to edges and to surfaces by the use of sharp-toothed clamps must be avoided by taking precautionary measures, such as the use of lifting devices with soft renewable contact surfaces or properly designed lifting cleats. If damage does occur, it must be carefully blended out by grinding (and the full protective treatment restored, with specified overlaps between coats).
[top]Cleanliness at site
Just as surface cleanliness before first coating is fundamental to performance of the system, so is the cleanliness of painted surfaces prior to the application of subsequent coats. On site, thorough cleaning shortly before painting is always necessary to remove contamination accumulated over time and from construction activities including dust, grout leaks from concreting, and the products of blast cleaning, bolting and welding.
[top]References
- ↑ 1.0 1.1 1.2 1.3 BS EN ISO 8501-1: 2007, Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. Rust grades and preparation grades of uncoated steel substrates and of substrates after overall removal of previous coatings, ISO
- ↑ BS EN ISO 8504-3: 2018, Preparation of steel substrates before application of paints and related products. Surface preparation methods. Hand- and power-tool cleaning, BSI
- ↑ BS EN ISO 8501-4: 2020, Preparation of steel substrates before application of paints and related products. Visual assessment of surface cleanliness. Initial surface conditions, preparation grades and flash rust grades in connection with water jetting, ISO
- ↑ BS EN ISO 8503-1: 2012, Preparation of steel substrates before application of paints and related products. Surface roughness characteristics of blast cleaned steel substrates. Specifications and definitions for ISO surface profile comparators for the assessment of abrasive blast-cleaned surfaces, BSI
- ↑ BS EN ISO 8503-5: 2017, Preparation of steel substrates before application of paints and related products. Surface roughness characteristics of blast cleaned steel substrates. Replica tape method for the determination of the surface profile, BSI
- ↑ BS EN ISO 8502-3: 2017, Preparation of steel substrates before application of paints and related products. Tests for the assessment of surface cleanliness. Assessment of dust on steel surfaces prepared for painting (pressure-sensitive tape method), BSI
- ↑ BS EN ISO 8501-3: 2007 Preparation of steel substrates before application of paints and related products -- Visual assessment of surface cleanliness - Part 3: Preparation grades of welds, edges and other areas with surface imperfections. BSI
- ↑ BS EN ISO 12944-2: 2017, Paints and varnishes. Corrosion protection of steel structures by protective paint systems. Classification of environments, BSI
- ↑ Manual of Contract Documents for Highway Works: Volume 1 - Specification for Highway Works, Series 1900 Protection of steelwork against corrosion, August 2014, TSO
- ↑ BS EN 1011-2, 2001, Welding. Recommendations for welding of metallic materials. Arc welding of ferritic steels. BSI
[top]Resources
- Hendy, C.R.; Iles, D.C. (2015) Steel Bridge Group: Guidance Notes on best practice in steel bridge construction (6th Issue). (P185). SCI
- Steel Buildings, 2003, The British Constructional Steelwork Association Ltd.
- Chapter 12 – Corrosion Protection
[top]Further reading
- D.Deacon & R.Hudson (2012), Steel Designer’s Manual (7th Edition), Chapter 36 - Corrosion and corrosion prevention, The Steel Construction Institute.
- D.A. Bayliss & D.H.Deacon (2002), Steelwork Corrosion Control (2nd edition), Spon Press.
[top]See also
- Corrosion of structural steel
- Influence of design on corrosion
- Paint coatings
- Standard corrosion protection systems for buildings
- Metallic coatings
- Appropriate specifications
- Inspection and quality control