



Fire protecting structural steelwork
Passive fire protection materials insulate steel structures from the effects of the high temperatures that may be generated in fire. They can be divided into two types, non-reactive, of which the most common types are boards and sprays, and reactive, of which thin film intumescent coatings are the most common example. Thin film intumescent coatings can be either on-site or off-site applied.

(Image courtesy of Sherwin-Williams Protective and Marine Coatings)
[top]Intumescent Coatings


Intumescent coatings are paint-like materials which are inert at low temperatures but which provide insulation as a result of a complex chemical reaction at temperatures typically of about 200-250°C. At these temperatures the properties of steel will not be affected. As a result of this reaction the coatings swell and provide an expanded layer of low conductivity char.
Intumescent coatings can be divided into two broad families: thin film and thick film. Thin film materials are either solvent-based or water-based and are mainly used to protect building structures. Thick film intumescent coatings were originally developed for the off-shore and hydrocarbon industries but have been modified for use in buildings.
[top]Thin film intumescent coatings
Thin film intumescent coating systems generally have three components, a primer, a basecoat (the part which reacts in the fire) and a sealer coat. The basecoat usually comprises the following ingredients:
- A catalyst which decomposes to produce a mineral acid such as phosphoric acid.
- A carbonific such as starch which combines with the mineral acid to form a large volume of carbonaceous char.
- A binder or resin which softens at a predetermined temperature.
- A spumific agent which decomposes together with the melting of the binder, to liberate large volumes of non-flammable gases. These gases include carbon dioxide, ammonia and water vapour. The production of these gases causes the carbonaceous char to swell or foam and expand to provide an insulating layer many times the original coating thickness.
Thin film intumescent coatings are mainly used in buildings where the fire resistance requirements are 30, 60 and 90 minutes. In recent years, a number of products have been developed which can provide 120 minutes fire resistance . They can be applied either on-site or off-site.
In general, for structures in a C1 environment (dry internal steelwork), most on-site application is carried out using water-based materials. For more aggressive environments, solvent-based products are commonly applied. Solvent-based materials also tend to be able to cover a wider range of section factors than water-based materials and can be used on-site to protect smaller sections requiring high thicknesses.
Both solvent-based and water-based coatings can be used to achieve attractive surface finishes. If a decorative or bespoke finish is required, this should be included in the specification. Thin film intumescents have the added advantages that they can easily cover complex shapes and post-protection service installation is relatively simple.
Typical expansion ratios are about 50:1, i.e. a 1mm thick coating will expand to about 50mm when affected by heat.
Detailed guidance on the specification and installation of site applied, thin film intumescent coatings is available from the Association for Specialist Fire Protection[1].
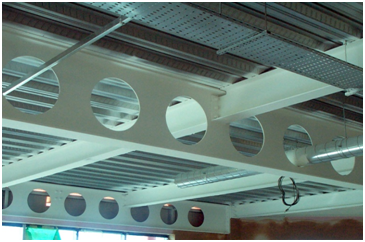
- Examples of thin film intumescent coating
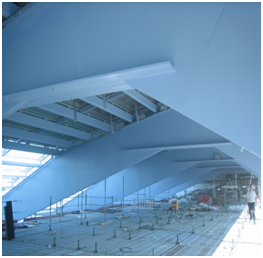
(Images courtesy of Sherwin-Williams Protective and Marine Coatings)



[top]Off-site applied intumescent coatings


Off-site application usually involves coating the steelwork in a large, well ventilated and heated facility remote from the construction site. Off-site application has a number of distinct advantages:
- Reduced site programme
- Improved quality control
- Reduction in site disruption
- Cleaner sites
- Improved site safety
- Easier servicing installation
Specifiers should be aware that off-site applied thin film intumescent coatings are used mainly for non-aesthetic end uses. Aesthetic finishes are possible, and have been achieved using off-site application but require increased care, particularly when handling the steelwork. Some damage in transit is inevitable, which will need to be repaired; producing a perfect match is difficult.
Applying thin film intumescent coatings off-site is a specialised task. The Association for Specialist Fire Protection publishes a guidance document[2] to assist specifiers. This includes a model specification from which clauses can be taken to put in the specifier’s own contract documents.
Off-site application is more expensive than its on-site equivalent in terms of up-front costs but the advantages can make it more cost-effective overall. Off-site application has a significant market share in the UK.
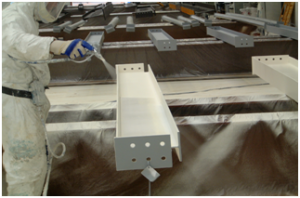
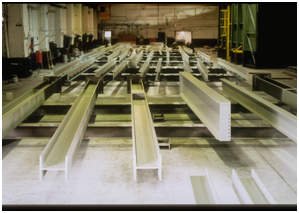
- Application of thin film intumescent coatings offsite


[top]Thick film intumescent coatings

The New York Times HQ with thick film epoxy fire protection to the exterior steel
(Image courtesy of International Paint)
Preformed casings using thick film epoxy intumescent
(Image courtesy of Nuvia)


Thick film intumescent coatings are usually epoxy based and typically have a much higher dry film thickness than thin film alternatives. These materials are tough and durable and were originally developed for use with hydrocarbon fires, where the test heating regime is much more severe than that used for most industrial and commercial applications. A number of manufacturers have modified their materials for use in cellulosic fires. These modified materials are usually used in situations where the benefits of intumescent coatings in terms of appearance, weight and thickness are required but where circumstances are too severe, or maintenance too difficult, to allow the use of thin film materials. Typical examples where thick film coatings may be appropriate include external steel in high rise buildings and exposed marine environments.
Expansion ratios for thick film intumescents are much lower than for thin film materials, typically about 5:1. Aesthetic finishes are possible and it can also be supplied in the form of preformed casings. Thick film intumescent coatings can also be applied off-site.
[top]Boards


(Image courtesy of Promat Ltd.)
Boards are widely used for structural fire protection in the UK. They are used both where the protection system is in full view and where it is hidden. They offer the specifier a clean, boxed appearance and have the additional advantages that application is a dry trade and generally have minimal impacts on other activities. Fire protection boards are factory manufactured and have consistent thickness. Board protection can be applied to unpainted steelwork.
There are broadly two families of board protection, lightweight and heavyweight. Lightweight boards are typically 150-250kg/m³ and are not usually suitable for decorative finishes. They are typically used where an aesthetic finish is not required and are cheaper than heavyweight equivalents. Heavyweight boards are usually in the range 700-950kg/m³ and will generally accept decorative finishes. They are typically used where an aesthetic finish is required.
Both types of board may be used in limited external conditions but the advice of the manufacturer should be sought. Detailed guidance on the installation of board protection systems is available from the Association for Specialist Fire Protection[3].
- Board protection systems

Boards can be formed around complex shapes
(Image courtesy of Promat Ltd.)
Aesthetic and non-aesthetic boards together
(Image courtesy of Promat Ltd.)


[top]Sprays


(Image courtesy of Promat Ltd.)
Spray protection is extensively used in the United States but is less common in the United Kingdom. It has the advantage that it can be used to cover complex shapes and details and also that costs do not increase significantly with increases in protection thickness. This is because much of the cost of application is in the labour and equipment rather than the cost of the material. Some materials can also be used in external and hydrocarbon fire applications.
Sprays are not suitable when an aesthetic finish is required. Spray application is a wet trade which is likely to have a significant effect on site operations. Overspray is is to be expected, which requires protection of other building elements (and may require complete encapsulation at the edges of the building). Cleaning floors after spray operations is also required. Detailed guidance on the installation of spray protection systems is available from the Association for Specialist Fire Protection[4].
[top]Flexible blanket systems


(Image courtesy of Thermal Ceramics Ltd.)
Flexible fire protection systems have been developed as a response to the need for an easily applied fire protection material which can be used on complex shapes and details but where application is a dry trade. There are a limited number of manufacturers of these products. Fixing of a blanket is shown in the accompanying photograph.
[top]Concrete encasement


Until the late 1970s, concrete was by far the most common form of fire protection for structural steelwork. However the introduction of lightweight, proprietary systems such as boards, sprays and thin film intumescent coatings has seen a dramatic reduction in its use. Nevertheless, concrete encasement has its place and it continues to have a small percentage of the fire protection market with other traditional methods such as blockwork encasement. The principal advantage of concrete is durability. It tends to be used where resistance to impact damage, abrasion and weather exposure are important e.g. warehouses, underground car parks and external structures. The principal disadvantages are:
- Cost - compared to lightweight systems;
- Space utilisation (large protection thicknesses take up valuable space around columns)
- Weight.
Information on thickness of concrete encasement for specific periods of fire resistance is published by the Building Research Establishment[5]. It can also be found in BS EN 1994-1-2[6].
[top]Partial protection
Standard fire tests have shown that structural members which are only partially exposed to fire can exhibit substantial levels of fire resistance without applied protection. Methods have been developed to demonstrate 30 and 60 minutes fire resistance. Where higher periods of fire resistance are called for, reduced fire protection thicknesses can be applied to the remaining exposed steelwork since the heated perimeter, and therefore the section factor is less than that for the fully exposed case. See here for more details.
There are five ways in which partial protection can be used:
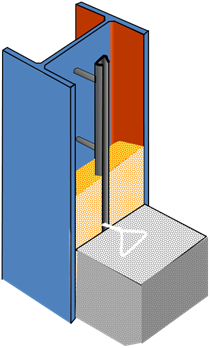
[top]Block-infilled columns
30 minutes fire resistance can be achieved by the use of autoclaved, aerated concrete blocks cemented between the flanges and tied to the web of rolled sections. Longer fire resistance periods are possible by protecting only the exposed flanges. Guidance is available from the Building Research Establishment[7].


[top]Shelf angle floor beams


Shelf angle floor beams are beams with angles welded or bolted to the web to support the floor slab. The floor slab protects the top part of the beam from the fire while the bottom part remains exposed. Fire resistance increases as the position of the supporting angle is moved further down the beam and 60 minutes fire resistance is achievable in some instances. Shelf angle floor beams are more commonly bolted rather than welded as shown in the accompanying photograph.
Guidance is available in SCI P126.
[top]Slim floor beams


There are a number of shallow floor solutions using ‘integrated’ beams. The beams may either be rolled or fabricated, and a number of alternatives are available. One such fabricated beam consists of an H section (usually UC) with a welded bottom plate – this is often called a ‘Slim floor beam’. Others include Ultra Shallow Floor Beams (USFB) from Kloeckner Westok. The common theme is that the beams are asymmetric with a wider bottom flange than top flange to carry the deck slab, which may be either precast concrete (pc) units, or a deep deck composite slab.
A key feature of such shallow floor systems is that almost the whole steel section is protected from the fire by the floor slab and up to 60 minutes fire resistance is achievable without protection to the exposed bottom plate.
Where periods of fire resistance greater than 60 minutes are required, only the exposed bottom flange or plate or the beam requires protection. The section factor is calculated on the basis of the heated perimeter of the bottom flange or plate.
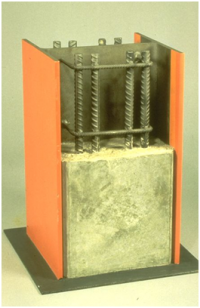
[top]Web infilled columns
Sixty minutes fire resistance can be achieved for columns when normal weight concrete is cast between the flanges and connected by shear connectors attached to the web. The concrete is retained by a web stiffener fixed at the bottom of the connection zone.
The load carrying capacity of the concrete is ignored in the design of the columns but in fire, as the exposed steel weakens at high temperatures, the load carried by the flanges is progressively transferred to the concrete. This provides stability for periods of fire resistance up to 60 minutes . The connection zone is fire protected along with the beam. Guidance is available in the Steel Construction Institute publication SCI P124.
- Web infilled columns



[top]Composite beams and columns with full and partial concrete encasement

This is a form of construction which has been introduced by the publication of BS EN 1994-1-2[6], which describes the system and also includes tabulated design guidance. It consists of steel beams and columns in which fire resistance is achieved by the addition of reinforced concrete between the member flanges. Fire resistance periods up to 120 minutes is achievable on columns using this approach and 180 minutes on beams. Guidance is also given on full concrete encasement and up to 240 minutes fire resistance can be achieved.
[top]Protecting cellular beams


For many years, beams with multiple web openings manufactured by splitting and welding hot rolled beams and columns (castellated and cellular beams), were fire protected on the basis of the section factor of the parent section increased by 20%. This guidance was based on the results of a number of tests on castellated beams which showed a small increase in heating rate compared to hot rolled sections. When a process of manufacturing cellular beams from plates was developed, the 20% rule was retained. The default limiting temperature for cellular beams was taken as being the same as for hot rolled beams carrying concrete slabs, i.e. 620°C for thin film intumescent coatings and 550°C for sprays and boards.
However, over time, additional testing showed that cellular beams can display complex failure mechanisms in fire. A much improved understanding of these mechanisms has been developed and it can be shown that the geometry of the beam - particularly the web posts between openings - is of prime importance when determining the limiting temperature. The necessary film thickness also depends on the particular product characteristics, so manufacturers generally calculate this for each beam, considering the geometry, loading, and utilization at ambient temperature.


The great majority of cellular beams are fire protected using thin film intumescent coatings. The Association for Specialist Fire Protection (ASFP) and the Steel Construction Institute (SCI) have developed structural models for beams with circular and rectangular web openings. These models enable the calculation of the limiting temperature as a function of beam geometry and load. This can then be used to determine the correct intumescent coating thickness for the required fire resistance period, based on a section factor calculated using the formula:
Section factor = 1400/t
where t is the web thickness in mm.[Note: in situations where the web thickness varies, this is the bottom web thickness]
Some cellular beam manufacturers will also supply limiting temperatures for their products. The ASFP publishes details of the test protocol that thin film intumescent coating manufacturers must follow if their material is to be used on cellular beams[8].
Only thin film intumescent coatings which have been tested to the ASFP protocol can be used to fire protect cellular beams. The exception to this is where it can be shown that a beam and/or thin film intumescent coating manufacturer have developed their own structural model and design software which specifies particular thin film intumescent coatings tested by them and certified by an independent third party.
Specifiers should always request confirmation that the performance of thin film intumescent coatings intended for use on their project has been tested and assessed for use on beams with web openings as required.
In rare instances, cellular beams are protected by sprays or boards. Advice on specification of fire protection in this instance is given in the ASFP guidance[8].
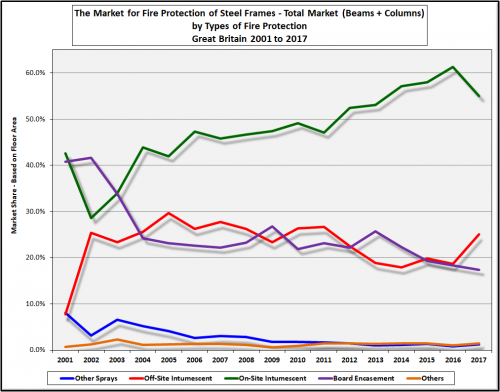
[top]Trends in structural fire protection
The most obvious trend in structural fire protection for steel over the past three decades has been the rise in popularity of thin film intumescent coatings. This has been driven by an intensely competitive industry which has in turn driven further research and development. This has created an impetus to develop more effective, thinner, faster-curing materials to the point where, in real terms, costs are a fraction of what they were in the 1990s.
- Trends in structural fire protection



[top]Case studies
[top]References
- ↑ ASFP Technical Guidance Document - TGD 11. Code of practice for the specification & on-site installation of intumescent coatings for fire protection of structural steelwork
- ↑ ASFP Technical Guidance Document - TGD 16. Code of Practice for Off-site Applied Thin Film Intumescent Coatings
- ↑ ASFP Technical Guidance Document - TGD 14. Code of practice for the installation and inspection of board systems for the fire protection of structural steel work
- ↑ ASFP Technical Guidance Document - TGD 15. Code of practice for the installation & inspection of sprayed non-reactive coatings for the fire protection of structural steelwork
- ↑ Guidelines for the Construction of Fire Resisting Structural Elements. Building Research Establishment.
- ↑ 6.0 6.1 BS EN 1994-1-2: 2005+A1:2014, Eurocode 4. Design of composite steel and concrete structures. General rules. Structural fire design. BSI
- ↑ BRE Digest 317. Fire resistant steel structures: free-standing blockwork-filled columns and stanchions. Building Research Establishment
- ↑ 8.0 8.1 8.2 Fire protection for structural steel in buildings Volume 1 (6th ed). The Association for Specialist Fire Protection.
[top]Further reading
- Passive & reactive fire protection to structural steel. Lennon, T. & Hopkin, D. Building Research Establishment
[top]Resources
- Steel construction - Fire Protection supplement, 2013
- SCI P126 The fire resistance of shelf angle floor beams to BS5950 Part 8, 1993
- SCI P124. The fire resistance of web-infilled steel columns, 1992