



Steel material properties
The properties of structural steel result from both its chemical composition and its method of manufacture , including processing during fabrication. Product standards define the limits for composition, quality and performance and these limits are used or presumed by structural designers. This article reviews the principal properties that are of interest to the designer and indicates the relevant standards for particular products. Specification of steelwork is covered in a separate article.

[top]Material properties required for design
The properties that need to be considered by designers when specifying steel construction products are:
For design, the mechanical properties are derived from minimum values specified in the relevant product standard. Weldability is determined by the chemical content of the alloy, which is governed by limits in the product standard. Durability depends on the particular alloy type - ordinary carbon steel, weathering steel or stainless steel .
[top]Factors that influence mechanical properties
Steel derives its mechanical properties from a combination of chemical composition, heat treatment and manufacturing processes. While the major constituent of steel is iron, the addition of very small quantities of other elements can have a marked effect upon the properties of the steel. The strength of steel can be increased by the addition of alloys such as manganese, niobium and vanadium. However, these alloy additions can also adversely affect other properties, such as ductility, toughness and weldability .
Minimizing the sulphur level can enhance ductility , and toughness can be improved by the addition of nickel. The chemical composition for each steel specification is therefore carefully balanced and tested during its production to ensure that the appropriate properties are achieved.
The alloying elements also produce a different response when the material is subjected to heat treatments involving cooling at a prescribed rate from a particular peak temperature. The manufacturing process may involve combinations of heat treatment and mechanical working that are of critical importance to the performance of the steel.
Mechanical working takes place as the steel is being rolled or formed. The more steel is rolled, the stronger it becomes. This effect is apparent in the material standards, which tend to specify reducing levels of yield strength with increasing material thickness.
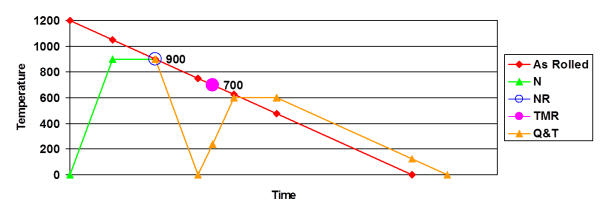
The effect of heat treatment is best explained by reference to the various production process routes that can be used in steel manufacturing, the principal ones being:
- As-rolled steel
- Normalized steel
- Normalized-rolled steel
- Thermomechanically rolled (TMR) steel
- Quenched and tempered (Q&T) steel.
Steel cools as it is rolled, with a typical rolling finish temperature of around 750°C. Steel that is then allowed to cool naturally is termed 'as-rolled' material. Normalizing takes place when as-rolled material is heated back up to approximately 900°C, and held at that temperature for a specific time, before being allowed to cool naturally. This process refines the grain size and improves the mechanical properties, specifically toughness. Normalized-rolled is a process where the temperature is above 900°C after rolling is completed. This has a similar effect on the properties as normalizing, but it eliminates the extra process of reheating the material. Normalized and normalized-rolled steels have an 'N' designation.
The use of high tensile steel can reduce the volume of steel needed but the steel needs to be tough at operating temperatures, and it should also exhibit sufficient ductility to withstand any ductile crack propagation. Therefore, higher strength steels require improved toughness and ductility, which can be achieved only with low carbon clean steels and by maximizing grain refinement. The implementation of the thermomechanical rolling process (TMR) is an efficient way to achieve this.
Thermomechanically rolled steel utilises a particular chemistry of the steel to permit a lower rolling finish temperature of around 700°C. Greater force is required to roll the steel at these lower temperatures, and the properties are retained unless reheated above 650°C. Thermomechanically rolled steel has an 'M' designation.
The process for Quenched and Tempered steel starts with a normalized material at 900°C. It is rapidly cooled or 'quenched' to produce steel with high strength and hardness, but low toughness. The toughness is restored by reheating it to 600°C, maintaining the temperature for a specific time, and then allowing it to cool naturally (Tempering). Quenched and tempered steels have a 'Q' designation.
Quenching involves cooling a product rapidly by immersion directly into water or oil. It is frequently used in conjunction with tempering which is a second stage heat treatment to temperatures below the austenitizing range. The effect of tempering is to soften previously hardened structures and make them tougher and more ductile.

[top]Strength
[top]Yield strength
Yield strength is the most common property that the designer will need as it is the basis used for most of the rules given in design codes . In European Standards for structural carbon steels (including weathering steel ), the primary designation relates to the yield strength, e.g. S355 steel is a structural steel with a specified minimum yield strength of 355 N/mm².
The product standards also specify the permitted range of values for the ultimate tensile strength (UTS). The minimum UTS is relevant to some aspects of design.
[top]Hot rolled steels
For hot rolled carbon steels, the number quoted in the designation is the value of yield strength for material up to 16 mm thick. Designers should note that yield strength reduces with increasing plate or section thickness (thinner material is worked more than thick material and working increases the strength). For the two most common grades of steel used in UK, the specified minimum yield strengths and the minimum tensile strength are shown in table below for steels to BS EN 10025-2[1] .
| Grade | Yield strength (N/mm2) for nominal thickness t (mm) | Tensile strength (N/mm2) for nominal thickness t (mm) | ||||
|---|---|---|---|---|---|---|
| t ≤ 16 | 16 < t ≤ 40 | 40 < t ≤ 63 | 63 < t ≤ 80 | 3 < t ≤ 100 | 100 < t ≤ 150 | |
| S275 | 275 | 265 | 255 | 245 | 410 | 400 |
| S355 | 355 | 345 | 335 | 325 | 470 | 450 |
The UK National Annex to BS EN 1993-1-1[2] allows the minimum yield value for the particular thickness to be used as the nominal (characteristic) yield strength fy and the minimum tensile strength fu to be used as the nominal (characteristic) ultimate strength.
Similar values are given for other grades in other parts of BS EN 10025 and for hollow sections to BS EN 10210-1[3] .
[top]Cold formed steels
There is a wide range of steel grades for strip steels suitable for cold forming. Minimum values of yield strength and tensile strength are specified in the relevant product standard BS EN 10346[4].
BS EN 1993-1-3[5] tabulates values of basic yield strength fyb and ultimate tensile strength fu that are to be used as characteristic values in design.
[top]Stainless steels
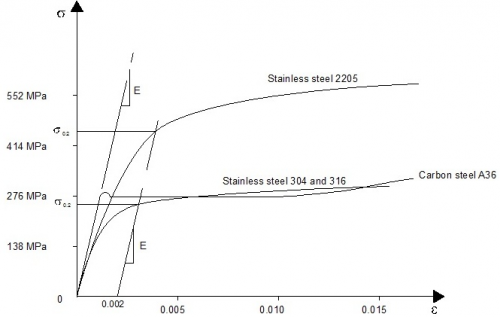
Grades of stainless steel are designated by a numerical 'steel number' (such as 1.4401 for a typical austenitic steel) rather than the 'S' designation system for carbon steels. The stress-strain relationship does not have the clear distinction of a yield point and stainless steel 'yield' strengths for stainless steel are generally quoted in terms of a proof strength defined for a particular offset permanent strain (conventionally the 0.2% strain).
The strengths of commonly used structural stainless steels range from 170 to 450 N/mm². Austenitic steels have a lower yield strength than commonly used carbon steels; duplex steels have a higher yield strength than common carbon steels. For both austenitic and duplex stainless steels, the ratio of ultimate strength to yield strength is greater than for carbon steels.
BS EN 1993-1-4[6] tabulates nominal (characteristic) values of yield strength fy and ultimate minimum tensile strength fu for steels to BS EN 10088-1[7] for use in design.
[top]Toughness


It is in the nature of all materials to contain some imperfections. In steel these imperfections take the form of very small cracks. If the steel is insufficiently tough, the 'crack' can propagate rapidly, without plastic deformation and result in a 'brittle fracture'. The risk of brittle fracture increases with thickness, tensile stress, stress raisers and at colder temperatures. The toughness of steel and its ability to resist brittle fracture are dependent on a number of factors that should be considered at the specification stage. A convenient measure of toughness is the Charpy V-notch impact test - see image on the right. This test measures the impact energy required to break a small notched specimen, at a specified temperature, by a single impact blow from a pendulum.
The various product standards specify minimum values of impact energy for different sub-grades of each strength grade. For non-alloy structural steels the main designations of the subgrades are JR, J0, J2 and K2. For fine grain steels and quenched and tempered steels (which are generally tougher, with higher impact energy) different designations are used. A summary of the toughness designations is given in the table below.
| Standard | Subgrade | Impact strength | Test temperature |
|---|---|---|---|
| BS EN 10025-2[1] BS EN 10210-1[3] |
JR | 27J | 20oC |
| J0 | 27J | 0oC | |
| J2 | 27J | -20oC | |
| K2 | 40J | -20oC | |
| BS EN 10025-3[8] | N | 40J | -20oc |
| NL | 27J | -50oc | |
| BS EN 10025-4[9] | M | 40J | -20oc |
| ML | 27J | -50oc | |
| BS EN 10025-5[10] | J0 | 27J | 0oC |
| J2 | 27J | -20oC | |
| K2 | 40J | -20oC | |
| J4 | 27J | -40oC | |
| J5 | 27J | -50oC | |
| BS EN 10025-6[11] | Q | 30J | -20oc |
| QL | 30J | -40oc | |
| QL1 | 30J | -60oc |
For thin gauge steels for cold forming, no impact energy requirements are specified for material less than 6 mm thick.
The selection of an appropriate sub-grade, to provide adequate toughness in design situations is given in BS EN 1993‑1‑10[12] and its associated UK NA[13]. The rules relate the exposure temperature, stress level etc, to a 'limiting thickness' for each sub-grade of steel. PD 6695-1-10[14] contains useful look-up tables and guidance on selection of an appropriate sub-grade is given in ED007.

These design rules were developed for structures subject to fatigue such as bridges and crane supporting structures, and it is acknowledged that their use for buildings where fatigue plays a minor role is extremely safe-sided.
SCI publication P419 presents modified steel thickness limits which may be used in buildings where fatigue is not a design consideration. These new limits have been derived using exactly the same approach behind the Eurocode design rules, but crucially reduce the crack growth due to fatigue. The word “reduce” is used, since to assume no growth at all would be to eliminate the effect of fatigue altogether. Some fatigue (20,000 cycles) is allowed for based on indicative guidance from a DIN Standard.
The term “quasi-static” would cover such structures – in reality that there may be some limited cycling of load, but that would not normally be considered – the design approach is to consider all loads as static. The key to the new approach is the formula to express the crack growth under 20,000 cycles. Experts at the University of Aachen (who were involved with the development of the Eurocode) provided this all-important expression.
Further background is available in a technical article in the September 2017 issue of NSC magazine.
Stainless steels are generally much tougher than carbon steels; minimum values are specified in BS EN 10088-4[15]. BS EN 1993-1-4[6] states that austenitic and duplex steels are adequately tough and not susceptible to brittle fracture for service temperatures down to -40°C.
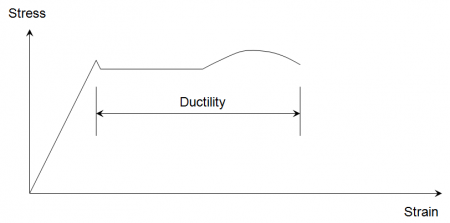
[top]Ductility
Ductility is a measure of the degree to which a material can strain or elongate between the onset of yield and eventual fracture under tensile loading as demonstrated in the figure below. The designer relies on ductility for a number of aspects of design, including redistribution of stress at the ultimate limit state, bolt group design, reduced risk of fatigue crack propagation and in the fabrication processes of welding, bending and straightening. The various standards for the grades of steel in the above table insist on a minimum value for ductility so the design assumptions are valid and if these are specified correctly the designer can be assured of their adequate performance.

[top]Weldability


(Image courtesy of Mabey Bridge Ltd)
All structural steels are essentially weldable. However, welding involves locally melting the steel, which subsequently cools. The cooling can be quite fast because the surrounding material, e.g. the beam, offers a large 'heat sink' and the weld (and the heat introduced) is usually relatively small. This can lead to hardening of the 'heat affected zone' (HAZ) and to reduced toughness. The greater the thickness of material, the greater the reduction of toughness.
The susceptibility to embrittlement also depends on the alloying elements principally, but not exclusively, the carbon content. This susceptibility can be expressed as the 'Carbon Equivalent Value' (CEV), and the various product standards for carbon steels standard give expressions for determining this value.
BS EN 10025[1] sets mandatory limits for CEV for all structural steel products covered, and it is a simple task for those controlling welding to ensure that welding procedure specifications used are qualified for the appropriate steel grade, and CEV.
[top]Other mechanical properties of steel
Other mechanical properties of structural steel that are important to the designer include:
- Modulus of elasticity, E = 210,000 N/mm²
- Shear modulus, G = E/[2(1 + ν)] N/mm², often taken as 81,000 N/mm²
- Poisson's ratio, ν = 0.3
- Coefficient of thermal expansion, α = 12 x 10-6/°C (in the ambient temperature range).
[top]Durability


(Image courtesy of Hempel UK Ltd.)
A further important property is that of corrosion prevention. Although special corrosion resistant steels are available these are not normally used in building construction. The exception to this is weathering steel .
The most common means of providing corrosion protection to construction steel is by painting or galvanizing. The type and degree of coating protection required depends on the degree of exposure, location, design life, etc. In many cases, under internal dry situations no corrosion protection coatings are required other than appropriate fire protection. Detailed information on the corrosion protection of structural steel is available.
[top]Weathering steel
Weathering steel is a high strength low alloy steel that resists corrosion by forming an adherent protective rust 'patina', that inhibits further corrosion. No protective coating is needed. It is extensively used in the UK for bridges and has been used externally on some buildings. It is also used for architectural features and sculptural structures such as the Angel of the North.


[top]Stainless steel


Stainless steel is a highly corrosion-resistant material that can be used structurally, particularly where a high-quality surface finish is required. Suitable grades for exposure in typical environments are given below.
The stress-strain behaviour of stainless steels differs from that of carbon steels in a number of respects. The most important difference is in the shape of the stress-strain curve. While carbon steel typically exhibits linear elastic behaviour up to the yield stress and a plateau before strain hardening is encountered, stainless steel has a more rounded response with no well-defined yield stress. Therefore, stainless steel 'yield' strengths are generally defined for a particular offset permanent strain (conventionally the 0.2% strain), as indicated in the figure on the right which shows typical experimental stress-strain curves for common austenitic and duplex stainless steels. The curves shown are representative of the range of material likely to be supplied and should not be used in design.
| Description | Grade | Minimum 0.2% proof strength (N/mm2) | Ultimate tensile strength (N/mm2) | Elongation at fracture (%) |
|---|---|---|---|---|
| Basic chromium-nickel austenitic steels | 1.4301 | 210 | 520 – 720 | 45 |
| 1.4307 | 200 | 500 – 700 | 45 | |
| Molybdenum-chromiumnickel austenitic steels | 1.4401 | 220 | 520 – 670 | 45 |
| 1.4404 | 220 | 520 – 670 | 45 | |
| Duplex steels | 1.4162 | 450 | 650 – 850 | 30 |
| 1.4462 | 460 | 640 – 840 | 25 |
The mechanical properties apply to hot rolled plate. For cold rolled and hot rolled strip, the specified strengths are 10-17% higher.
| BS EN ISO 9223[16] Atmospheric Corrosion Class | Typical outdoor environment | Suitable stainless steel |
|---|---|---|
| C1 (Very low) | Deserts and arctic areas (very low humidity) | 1.4301/1.4307, 1.4162 |
| C2 (Low) | Arid or low pollution (rural) | 1.4301/1.4307, 1.4162 |
| C3 (Medium) | Coastal areas with low deposits of salt Urban or industrialised areas with moderate pollution |
1.4401/1.4404, 1.4162 (1.4301/1.4307) |
| C4 (High) | Polluted urban and industrialised atmosphere Coastal areas with moderate salt deposits Road environments with de-icing salts |
1.4462, (1.4401/1.4404), other more highly alloyed duplexes or austenitics |
| C5 (Very high) | Severely polluted industrial atmospheres with high humidity Marine atmospheres with high degree of salt deposits and splashes |
1.4462, other more highly alloyed duplexes or austenitics |
Materials suitable for a higher class may be used for lower classes but might not be cost effective. Materials within brackets might be considered if some moderate corrosion is acceptable. Accumulation of corrosive pollutants and chlorides will be higher in sheltered locations; hence it might be necessary to choose a recommended grade from the next higher corrosion class.
[top]References
- ↑ 1.0 1.1 1.2 BS EN 10025-2:2019 Hot rolled products of structural steels. Technical delivery conditions for non-alloy structural steels, BSI.
- ↑ NA+A1:2014 to BS EN 1993-1-1:2005+A1:2014, UK National Annex to Eurocode 3: Design of steel structures General rules and rules for buildings, BSI
- ↑ 3.0 3.1 BS EN 10210-1:2006 Hot finished structural hollow sections of non-alloy and fine grain steels. Technical delivery requirements, BSI.
- ↑ BS EN 10346:2015 Continuously hot-dip coated steel flat products for cold forming. Technical delivery conditions. BSI
- ↑ BS EN 1993-1-3:2006 Eurocode 3: Design of steel structures. General rules - Supplementary rules for cold-formed members and sheeting, BSI.
- ↑ 6.0 6.1 BS EN 1993-1-4:2006+A1:2015 Eurocode 3. Design of steel structures. General rules. Supplementary rules for stainless steels, BSI
- ↑ BS EN 10088-1:2014 Stainless steels. List of stainless steels, BSI
- ↑ BS EN 10025-3: 2019, Hot rolled products of structural steels, Part 3: Technical delivery conditions for normalized / normalized rolled weldable fine grain structural steels, BSI
- ↑ BS EN 10025-4: 2019 +A1:2022, Hot rolled products of structural steels, Part 4: Technical delivery conditions for thermomechanical rolled weldable fine grain structural steels, BSI
- ↑ BS EN 10025-5: 2019, Hot rolled products of structural steels, Part 5: Technical delivery conditions for structural steels with improved atmospheric corrosion resistance, BSI
- ↑ BS EN 10025-6: 2019 +A1:2022, Hot rolled products of structural steels, Part 6: Technical delivery conditions for flat products of high yield strength structural steels in the quenched and tempered condition, BSI
- ↑ BS EN 1993-1-10:2005 Eurocode 3. Design of steel structures. Material toughness and through-thickness properties, BSI.
- ↑ NA to BS EN 1993-1-10: 2005, UK National Annex to Eurocode 3: Design of steel structures. Material toughness and through-thickness properties. BSI
- ↑ PD 6695-1-10:2009 Recommendations for the design of structures to BS EN 1993-1-10. BSI
- ↑ 15.0 15.1 BS EN 10088-4:2009 Stainless steels. Technical delivery conditions for sheet/plate and strip of corrosion resisting steels for construction purposes, BSI.
- ↑ BS EN ISO 9223:2012 Corrosion of metals and alloys, Corrosivity of atmospheres, Classification, determination and estimation. BSI
[top]Resources
- SCI ED007 Selection of steel sub-grade in accordance with the Eurocodes, 2012
- SCI P419 Brittle fracture: Selection of steel sub-grade to BS EN 1993-1-10, 2017